

|
C&M-4-2015
>
Wer wärmeleitfähige Kunststoffe richtig einsetzen will, muss den Verarbeitungsprozess beherrschen
Wer wärmeleitfähige Kunststoffe richtig einsetzen will, muss den Verarbeitungsprozess beherrschenDer Prozess bestimmt die EigenschaftenDie kostengünstige Formgebungsvielfalt der Kunststoffe ist eine der treibenden Kräfte für die vielseitige Anwendung dieser Werkstoffklasse. So werden zunehmend Anforderungen an Kunststoffe gestellt, die sie von Natur aus nur schwer erfüllen können. Besondere Zusatzstoffe erweitern das Anwendungsspektrum enorm. 
Kunststoffe gehören zum festen Bild des heutigen Alltags. Vor allem die kostengünstige Formgebung dreidimensionaler, komplexer Geometrien hat Kunststoffen geholfen, verschiedenste Anwendungen zu erobern. Dieser Vorteil war und ist auch einer der Hauptgründe, warum Kunststoffe immer stärker in Anwendungsfeldern eingesetzt werden sollen, für die sie eigentlich nicht gut geeignet sind. Um die neuen Anforderungen trotzdem zu erfüllen, muss der Kunststoff modifiziert werden [1]. Bei der Modifikation, auch Aufbereitung genannt, werden dem Kunststoff Funktionszusatzstoffe hinzugegeben, um die jeweiligen Eigenschaften zu verändern. So kann schnell und einfach das Verhalten des Kunststoffs verändert und maßgeschneidert werden. Ein aktuell stark nachgefragtes Beispiel für eine solche „unnatürliche“ Anwendung von Kunststoffen ist deren Einsatz im thermischen Management elektrischer bzw. mechatronischer Systeme. Vor allem bei kompakten Bauteilen besteht die Gefahr, dass die Verlustwärme in den stromführenden Bauteilen nicht ausreichend abgeführt werden kann, die Baugruppe überhitzt und dann ausfällt. Verschärft wird dieses Problem durch den anhaltenden Trend zur Miniaturisierung. Diese führt dazu, dass der Raum und somit die Luft in den Baugruppen reduziert und zugleich aktive Kühlkomponenten wie Lüfter eliminiert werden. Ein Ansatz, um die Verlustwärme trotzdem abzuführen, ist die Nutzung des Bauteilgehäuses zum gezielten Abtransport der Wärme. Ideal ist es, wenn für das Gehäuse die kostengünstige Formgebungsvielfalt der Kunststoffverarbeitung genutzt werden kann. Kunststoffe wärmeleitfähig machen Polymere besitzen intrinsisch eine geringe Wärmeleitfähigkeit. Um diese zu erhöhen, müssen dem Polymer wärmeleitfähige Zusatzstoffe hinzugegeben werden, um wärmeleitfähige Kunststoffe zu erhalten. Typische Zusatzstoffe sind dabei Graphite, metallische Partikel oder keramische/mineralische Stoffe. Dabei kann, bei der Wahl des richtigen Zusatzstoffs, eine Eigenschaftskombination erreicht werden, die so bei metallischen Werkstoffen nicht vorhanden ist. Zum Beispiel können wärmeleitfähige Kunststoffe die Wärme leiten, aber trotzdem elektrisch isolierend sein. Diese Kombination und die hohe Designfreiheit der Kunststoffverarbeitungsverfahren ermöglichen neue Gestaltungsansätze im Wärmemanagement technischer Teile. Je nach Zusatzstoff und -menge rangiert die erreichbare Wärmeleitfähigkeit oft in einem Bereich zwischen 1 bis 20W/mK. Die erreichbare Wärmeleitfähigkeit hängt dabei stark ab von der // Wärmeleitfähigkeit des Kunststoffs, // der Art des Zusatzstoffs, // der Zusatzstoffform (Kugel, Plättchen oder Faser), // der Zusatzstoffgröße und // vom Zusatzstoffanteil. Vor allem anisometrische Zusatzstoffe wie Plättchen oder Fasern erzeugen höhere Wärmeleitfähigkeiten, da die Zusatzstoffe stärker dazu neigen, sich gegenseitig zu berühren und somit wärmeleitfähige Netzwerke auszubilden. Neben der Wärmeleitfähigkeit beeinflussen die Zusatzstoffe jedoch auch andere Eigenschaften sehr stark, wie es in Abbildung 1 dargestellt ist. Mit steigendem Zusatzstoffanteil nimmt die Wärmeleitfähigkeit überproportional zu. Gleichzeitig fällt die Verarbeitbarkeit des wärmeleitfähigen Kunststoffs stark ab. In der Regel sind die wärmeleitfähigen Zusatzstoffe auch sehr viel teurer als die eingesetzten Kunststoffe. Deshalb steigen die Werkstoffkosten mit zunehmendem Zusatzstoffanteil stark an. Somit muss bei der Auswahl eines wärmeleitfähigen Kunststoffs immer ein Kompromiss aus Wärmeleitfähigkeit, Verarbeitbarkeit und Werkstoffkosten getroffen werden. Die Verarbeitung legt die Eigenschaften fest Anisometrische Zusatzstoffe, wie Fasern oder Plättchen, besitzen eine oder mehrere Vorzugsrichtungen, nämlich in die Längsrichtung der Faser bzw. radial zum Plättchendurchmesser. Daher leiten die Zusatzstoffe vor allem in die Vorzugsrichtung gut. Senkrecht zur Vorzugsrichtung ist die Ausdehnung der Zusatzstoffe deutlich geringer, weshalb sie in diese Richtung schlechter zur Steigerung der Wärmeleitfähigkeit beitragen. Aus der Vorzugsrichtung der anisometrischen Zusatzstoffe resultiert in einem wärmeleitfähigen Kunststoff eine richtungsabhängige Leitfähigkeit. Je nachdem, wie die Zusatzstoffe ausgerichtet bzw. orientiert sind, ergibt sich eine unterschiedliche Wärmeleitfähigkeit. Die Orientierung der Zusatzstoffe ist wiederum eine verarbeitungsabhängige Größe. Während der Verarbeitung des Kunststoffs – z.B. beim Spritzgießen von Bauteilen oder bei der Extrusion von Platten – wirken Strömungskräfte, die die Orientierung der Zusatzstoffe beeinflussen. Somit bestimmen die Strömungseffekte während der Verarbeitung die Wärmeleitfähigkeit im fertigen Bauteil. Auch die Bauteilgeometrie beeinflusst indirekt die späteren richtungsabhängigen Eigenschaften. Je nach Bauteilgeometrie bzw. Bauteildicke treten die verschiedenen Strömungseffekte, wie Scher- und Dehnströmungen, unterschiedlich stark auf, was sich dann auf die Zusatzstofforientierung auswirkt. Daher ist die Wärmeleitfähigkeit bei wärmeleitfähigen Kunststoffen keine reine werkstoffspezifische Eigenschaft, sondern wird darüber hinaus von der Bauteilegeometrie und dem Verarbeitungsprozess bestimmt. Nachteile der konventionellen Verarbeitung Abbildung 2 zeigt beispielhaft an einem Polyamid 6, dem 30 Vol.-% (PA6-Cu30) und 40 Vol.-% (PA6-Cu40) Kupferplättchen als leitfähiger Zusatzstoff hinzugegeben wurden, wie sich die Wärmeleitfähigkeit verändert. Es ist klar zu erkennen, dass die Wärmeleitfähigkeit in Dickenrichtung deutlich geringer ist als in die anderen Raumrichtungen (Fließ- und Breitenrichtung). Durch die konventionellen Verarbeitungsverfahren werden bei platten- bzw. gehäuseförmigen Bauteilen die Zusatzstoffe hauptsächlich in Fließ- und Breitenrichtung orientiert (Abb.3). In Dickenrichtung werden die Zusatzstoffe nur selten ausgerichtet. Daher resultiert auch die bevorzugte Wärmeleitfähigkeit in der Ebene (Fließ- und Breitenrichtung). Bedauerlicherweise ist diese Zusatzstofforientierung bei den wenigsten Anwendungen erwünscht. So soll z.B. bei gehäuseförmigen Bauteilen eine im Inneren entstehende Verlustwärme durch die Gehäusewand, also in Dickenrichtung, abgeführt werden. Dafür wäre eine hohe Wärmeleitfähigkeit in Dickenrichtung wichtig. Die konventionellen Verarbeitungsverfahren führen jedoch zu einer Zusatzstofforientierung, die für eine solche Anwendung nicht ideal ist. Auch zeigt Abbildung 2, dass eine Erhöhung des Zusatzstoffanteils nur eine geringfügige Steigerung der Wärmeleitfähigkeit in Dickenrichtung bewirkt, was jedoch mit der Verschlechterung der anderen Eigenschaften teuer erkauft werden muss (Abb. 1).

Abb.1 Eigenschaften in Abhängigkeit vom Zusatzstoffanteil

Abb.2 Der Einfluss der Verarbeitung auf die Wärmeleitfähigkeit
Verbesserung der Eigenschaften Die bestehenden Nachteile der konventionellen Verarbeitungsverfahren haben am Institut für Kunststofftechnik (IKT) der Universität Stuttgart dazu geführt, dass über eine Verbesserung der Verarbeitungsverfahren nachgedacht wird, um die teuren Funktions-Zusatzstoffe effizienter nutzen zu können. Am IKT wurde für die Extrusion von Platten ein neuartiges Extrusionswerkzeug, das sogenannte Expansionswerkzeug, entwickelt, mit dem die Zusatzstoffe besser in Dickenrichtung der Platte orientiert werden [2]. Dabei wird im Expansionswerkzeug die Schmelzeführung gezielt verändert so dass die Zusatzstoffe stärker in Dickenrichtung orientiert werden. Die Auswirkung der veränderten Orientierung, die mit dem Expansions- werkzeug erzeugt wurde, auf die Wärmeleitfähigkeit ist in Abbildung 4 dargestellt. Auch hier wurden einem Polyamid 6 Kupferplättchen als leitfähiger Zusatzstoff zu 30, 40 und 50 Vol.-% hinzugegeben. Der Einsatz des Expansionswerkzeugs steigert die Wärmeleitfähigkeit in Dickenrichtung drastisch, und das bereits bei deutlich geringeren Zusatzstoffanteilen. Bei der konventionellen Verarbeitung werden die Füllstoffe kaum in Dickenrichtung orientiert (siehe auch Abb. 3).
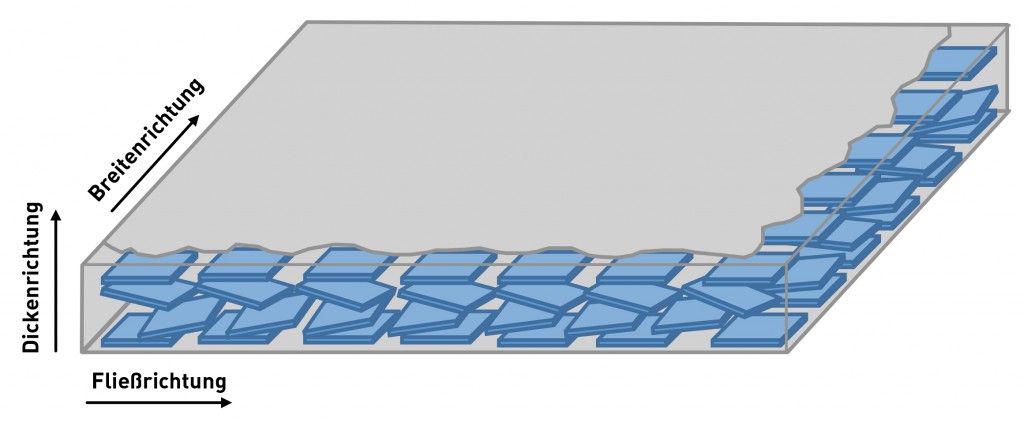
Abb.3 Prozessinduzierte Ausrichtung der Zusatzstoffe in der konventionellen Verarbeitung

Abb.4 Steigerung der Wärmeleitfähigkeit durch eine verbesserte Prozessführung im Expansionswerkzeug
Mit dem neuartigen Expansionswerkzeug kann die Zusatzstofforientierung deutlich verbessert und die Zusatzstoffe können somit deutlich effizienter genutzt werden. Somit wird die Leistungsfähigkeit gesteigert, und das bei gleichzeitig akzeptabler Verarbeitbarkeit und gesenkten Werkstoffkosten. Die mit dem Expansionswerkzeug verbesserten Platten werden in einem kommenden Forschungsvorhaben nun in die Anwendung gebracht. So werden großflächige Gehäuseteile von Generatoren und Elektromotoren, die z.B. in Schienenfahrzeugen zum Einsatz kommen, hergestellt, um dort das thermische Management zu verbessern. Neben der Veränderung der Wärmeleitfähigkeit in der Extrusion wird am IKT auch an neuen effizienten Spritzgießprozessen geforscht. Erste Versuche zeigen hier, dass auch beim Spritzgießen mit einer veränderten, intelligenten Prozessführung Zusatzstoffe stärker in Dickenrichtung orientiert werden können. Daher werden nun am IKT, gefördert von der Baden-Württemberg-Stiftung, die Zusammenhänge und die Möglichkeiten zur Steigerung der Wärmeleitfähigkeit intensiv erforscht. Parallel wird am IKT ein neuartiges Prototypenwerkzeug aufgebaut, um die Wirksamkeit der neuartigen Verarbeitung auch im Spritzgießen demonstrieren zu können. Fazit Die Modifikation der Kunststoffe mit Funktionszusatzstoffen erzeugt eine Wechselwirkung zwischen Verarbeitung und Werkstoff, die bei der Gestaltung von Kunststoffbauteilen berücksichtigt werden muss. Dies gilt vor allem für wärmeleitfähige Kunststoffe. Nur wer den Verarbeitungsprozess berücksichtigt und beherrscht, kann die teuren Zusatzstoffe effizient nutzen.
Literatur Foto: © istockphoto.com | adamkaz |
C&M 4 / 2015
Das komplette Heft zum kostenlosen Download finden Sie hier: zum Download Die Autoren:Weitere Artikel online lesen
NewsAhlborn GmbH: Hochgenaue Temperaturmessung mit digitalen Fühlern
© Ahlborn Mess- und Regelungstechnik GmbH |
Suche:









