
|
Schüttgut
 >
Das bioliq®-Projekt – synthetische Kraftstoffe und chemische Grundprodukte aus Biomasse
>
Das bioliq®-Projekt – synthetische Kraftstoffe und chemische Grundprodukte aus Biomasse
Das bioliq®-Projekt – synthetische Kraftstoffe und chemische Grundprodukte aus BiomasseBenzin aus StrohKraftstoffe aus Biomasse können dazu beitragen, die Ziele der deutschen und europäischen Energiepolitik zu erreichen. Besonders die Biokraftstoffe der zweiten Generation haben ein hohes Potenzial zur CO2-Reduktion und können helfen, fossile Energieträger umweltgerecht zu ersetzen. Die bioliq®-Pilotanlage am KIT (Abb. 1) will hochwertige Kraftstoffe aus Reststoffen der Land- und Forstwirtschaft für moderne Motoren liefern. Großtechnische Nutzung von Biomasse 
Biomasse ist der einzige nachwachsende Kohlenstoffträger und nimmt damit unter den erneuerbaren Energien eine Sonderrolle ein. Wenn Wind-, Wasser- und Solarenergie der Erzeugung von Wärme und elektrischem Strom dienen, kann Biomasse langfristig als Rohstoff für die Herstellung kohlenstoffhaltiger Produkte für Chemie und Energie eingesetzt werden. Ein Weg führt über den vollständigen Abbau der Biomasse bis zum Synthesegas (H2 und CO) als den kleinsten chemischen Bausteinen und die darauf aufbauende C1-Chemie. Über diesen Weg wird der großtechnische Zugang zu einer breiten Palette an wichtigen chemischen Produkten eröffnet. Während über die Fischer-Tropsch-Synthese eine große Vielfalt von Kohlenwasserstoffverbindungen zugänglich wird, können durch die Weiterverarbeitung von Methanol bzw. Dimethylether (DME) als Zwischenprodukte Olefine, Alkohole erhalten und daraus Kraftstoffe und andere wichtige Grundprodukte erzeugt werden (Abb.2).

Abb.1 Die bioliq®-Pilotanlage am KIT-Campus-Nord

Abb.2 Wege zu synthetischen Kraftstoffen und chemischen Grundprodukten
Der wirtschaftlichen Notwendigkeit einer großtechnischen Verarbeitung steht die weiträumige Erzeugung von Biomasse entgegen. Um die Konkurrenz zur Lebens- und Futtermittelherstellung zu vermeiden, müssen unterschiedlichste Reststoffe der Land- und Forstwirtschaft mit ihrer oft geringen volumetrischen Energiedichte als Rohstoffe herangezogen werden. Das bioliq®-Konzept sieht vor, diese in einer Anzahl regional verteilter Anlagen zu einem energiereichen Zwischenprodukt umzuwandeln. Dazu eignen sich vor allem thermochemische Verfahren. Während bei der langsamen Pyrolyse und der Niedertemperaturpyrolyse (Torrefaction) Koks das Hauptprodukt ist, werden bei der Schnellpyrolyse große Mengen an flüssigem Kondensat und hoch poröser Koks gewonnen. Diese Produkte werden im bioliq®-Prozess zu einer Suspension hoher Energiedichte, sogenannte Biosyncrude, miteinander vermischt. Sie sind lager- und transportstabil und lassen sich wirtschaftlich über große Strecken transportieren, um in Großanlagen wirtschaftlich weiterverarbeitet zu werden. Auf diese Weise kann ein großes Mengenpotenzial an Biomasse verfügbar gemacht werden.
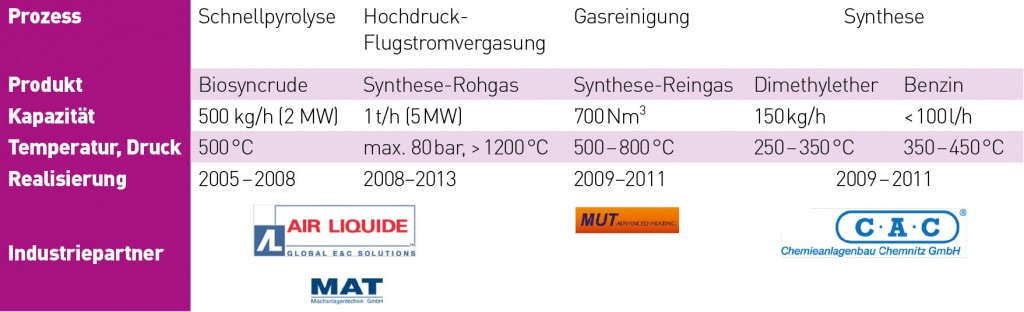
Tab.1 Prozessschritte des bioliq-Prozesses
Der bioliq®-Prozess Schritt 1: die Schnellpyrolyse Kernprozess des bioliq®-Verfahrens ist die Vergasung einer fließfähigen Suspension unter einem Druck, der oberhalb dem der nachfolgenden chemischen Synthesen liegt. Damit wird vor allem die aufwändige Kompression des Synthesegases auf Drücke bis zu 80bar vermieden. Die Schnellpyrolyse dient dabei der Erzeugung eines energiedichten, fließfähigen Vorproduktes. Dazu wird die gehäckselte Biomasse bei 500°C bei in einem Doppelschneckenreaktor innerhalb von Sekunden zu heißen Pyrolysedämpfen und feinstem Koks umgesetzt (Abb.3). Letzterer wird abgeschieden und die Dämpfe durch Quenchkühlung zu einem organischen und einem wässrigen Kondensat verflüssigt. Zur schnellen Aufheizung der Biomasse dient ein Wärmeträgerkreislauf, in dem ein 10-facher Überschuss von heißem Sand mit der Biomasse in dem Reaktor vermischt wird. Das als Nebenprodukte entstehende Pyrolysegas reicht bei optimaler Verfahrensführung zur vollständigen Deckung des Energiebedarfs für die Aufheizung und Pyrolyse der Biomasse aus. Schritt 2: Hochdruckflugstromvergasung Im nächsten Schritt wird der Biosyncrude in einem Hochdruckflugstromvergaser mit Sauerstoff und Wasserdampf zerstäubt und bei Temperaturen oberhalb von 1200°C und Drücken bis zu 80?bar zu einem teerfreien und methanarmen Synthesegas umgesetzt. Bei diesen Temperaturen oberhalb des Ascheerweichungspunktes wird der Reaktor in verschlackender Fahrweise gefahren: Mineralische Bestandteile der Biomasse werden als fester Schlackepelz auf einem Kühlschirm niedergeschlagen, auf dem die Schlacke anschließend flüssig aus dem Reaktor ablaufen kann. Unter typischen Prozessbedingungen wird ein Synthesegas mit einem H2-CO-Verhältnis von etwa 1:1 erhalten. Schritt 3: die Hochtemperatur-Gasreinigung Zur Reinigung des Rohsynthesegases setzt bioliq® auf innovative, eigene Entwicklungen des KIT, die eine energieeffiziente Reinigung bei Temperaturen zwischen 500 und 800°C ermöglichen: In der ersten Ausbaustufe wird eine Partikelabscheidung (Asche, Koks, Ruß) mit keramischen Filterkerzen vorgenommen. Anschließend werden in einem Festbettadsorber Sauergase (HCl, H2S), Alkalien und Schwermetalle abgetrennt. Ein nachgeschalteter katalytischer Konverter dient der Zersetzung organischer und stickstoffhaltiger Stoffe wie HCN oder NH3. Für die nachfolgende DME-Synthese wird die gleiche Synthesegasqualität wie etwa bei kommerziell eingeführten Methanolsynthesen erreicht.

Abb.3 Pyrolysereaktor
Schritt 3: DME- und Kraftstoffsynthese Die nachfolgende DME-Synthese ist für das H2-CO-Verhältnis von eins thermodynamisch optimal. Auch sie basiert auf Arbeiten des KIT unter Einsatz von Katalysatorgemischen zur Methanolsynthese, deren Dehydratisierung unter gleichzeitig ablaufender Wassergas-Shift-Reaktion. Das DME wird in der Pilotanlage direkt weiter zu Kraftstoff umgesetzt. Hier erfolgt eine zeolithkatalysierte Dehydratisierung zu Olefinen mit anschließender Oligomerisierung und Isomerisierung. Dabei wird zurzeit hochoktaniger Kraftstoff in Benzinqualität erhalten. Durch Optimierung und Weiterentwicklung der Katalysatoren sollen hier zukünftig maßgeschneiderte, hochwertige Kraftstofffraktionen erzeugt werden, die neuen Anforderungen der motorischen Verbrennung genügen, z.B. im Hinblick auf die Entwicklung von Ottomotoren mit Direkteinspritzung. Aktueller Stand Die bioliq-Prozesskette wurde in Kooperation mit Partnern aus dem Anlagenbau am KIT errichtet und wird jetzt gemeinsam betrieben, optimiert und weiterentwickelt. Die Prozessstufen, ihrer Produkte und Verarbeitungskapazitäten sowie die beteiligten Partner sind in Tabelle 1 zusammengestellt. Nach zunächst separater Inbetriebsetzung der einzelnen Prozessschritte wurde das bioliq-Verfahren 2014 erfolgreich über die ganze Prozesskette betrieben und auf diesem Weg erstmals synthetisches Benzin erzeugt. Dessen Erprobung und weitere Entwicklung wird gemeinsam mit Partnern aus Forschung und Wirtschaft vorangetrieben. Wirtschaftlich sollen neue Hochleistungs-Kraftstoffkomponenten durch ihre Zumischung zu konventionellen Motoren- und Flugkraftstoffen werden, in denen sie zu einem besseren Verbrennungs- und Emissionsverhalten beitragen. In eigenen und unabhängigen Studien wurden auf der Basis von Stroh als Einsatzstoff heutige Herstellungskosten von 1,00?–?1,80 Euro abgeschätzt, abhängig von den gewählten Anlagenkonfigurationen, Produktionskapazitäten und Parametern der Kostenmodelle. Weit über 90% liegen die CO2-Reduktionspotenziale gegenüber dem Einsatz fossiler Kraftstoffe; dann verbleibt ca. ein Drittel der Energie aus der Biomasse im produzierten Kraftstoff, während Strom und Wärme als Nebenprodukte zur praktisch vollständigen Deckung des Prozessenergiebedarfes herangezogen werden. Auf diese Weise kann bioliq sowohl zu den gesteckten Klima- und Umweltziele beitragen als auch den Forderungen nach einer nachhaltigen Biomassenutzung gerecht werden. Foto: © KIT |
C&M 3 / 2015
Das komplette Heft zum kostenlosen Download finden Sie hier: zum Download Die Autoren:Weitere Artikel online lesen

NewsAhlborn GmbH: Hochgenaue Temperaturmessung mit digitalen Fühlern
© Ahlborn Mess- und Regelungstechnik GmbH |
Suche:








