
|
Anlagen
 >
Entwicklung, Planung und Bau chemischer Produktionsanlagen
>
Entwicklung, Planung und Bau chemischer Produktionsanlagen
Entwicklung, Planung und Bau chemischer ProduktionsanlagenModerne SynergienGroße chemische Produktionsanlagen (> 10.000 jato) sind komplexe Unikate, die man sich aus einzelnen Units (Reaktoren, Kolonnen, Wärmetauschern etc.) zusammengesetzt denken kann. Eine gut funktionierende Chemieanlage erfordert das harmonische Zusammenspiel all dieser Units. Da heute mehr als 90% aller technischen Synthesen einen Katalysator benötigen, ist dieser der alles entscheidende Kern der meisten Anlagen. 
Die Geschichte der rationalen Planung von Chemieanlagen ist erst gut 100 Jahre alt. Carl Duisberg (1861–1935) plante im Jahr 1898 erstmals den Bau einer gesamten neuen chemischen Fabrikanlage am Reißbrett Die Entwicklung der Chemieindustrie wird folglich im überwiegenden Maße durch die Entwicklung und Einführung neuer katalytischer Verfahren bestimmt. Die chemische Reaktion, die sich am aktiven Zentrum des Katalysators abspielt, bestimmt in starkem Maße das Design des Reaktors (chemische Reaktionstechnik). Der Reaktor wiederum bestimmt die Eduktvorbereitung (mechanische Verfahrenstechnik) und die Produktaufarbeitung (thermische Verfahrenstechnik). Aus deren Struktur folgt letztendlich die benötigte Infrastruktur wie z.B. Entsorgung, Tanklager, Energieanschlüsse, Sicherheitseinrichtungen. Verhält sich der Katalysator im Betrieb nur geringfügig anders als in der F&E-Vorgabe (z.B. Aktivität, Selektivität, Lebensdauer etc.), so hat das dramatische Auswirkungen auf die Gesamtanlage bis hin zur Verschrottung. Eine integrierte Verfahrensentwicklung ist daher erst sinnvoll, wenn die Performance des Katalysators im Wesentlichen feststeht. Aufgrund der geschilderten Bedeutung der Katalyse für die Verfahrensentwicklung muss der Verfahrensingenieur über genügende Sachkenntnisse auf diesem Gebiet verfügen, um den Stand der Katalysatorentwicklung sicher beurteilen zu können.
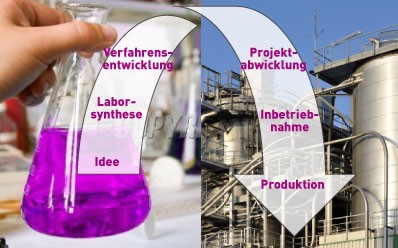
Abb. 1: Die Verfahrensentwicklung schlägt die Brücke zwischen dem „Reagenzglas“ (links) und der Produktionsanlage (links)

Abb. 2: Aufbau einer Chemieanlage (schematisch). Um die eigentliche Produktionsanlage mit der Eduktvorbereitung (1), dem Reaktor (2) und der Aufarbeitung des Reaktionsaustrags (3) ranken sich eine Reihe weiterer Hilfseinrichtungen (Tanklager, Rückstandsentsorgung etc.), ohne die ein kontinuierlicher Betrieb nicht möglich ist. Neben den natur- und ingenieurwissenschaftlichen Kenntnissen benötigt der Verfahrensentwickler darüber hinaus betriebswirtschaftliches und juristisches Sachwissen
Die Aufgabe der Verfahrensentwicklung ist die Übertragung von einer im Labor reproduzierbar durchführbaren chemischen Reaktion in technische Dimensionen unter Beachtung der natur- und ingenieurwissenschaftlichen, ökonomischen, sicherheitstechnischen, ökologischen sowie juristischen Rahmenbedingungen. Die Laborapparatur steht am Anfang, die Produktionsanlage am Abschluss der Entwicklungsarbeit; dazwischen liegt die Aufgabe der Verfahrensentwicklung. Die Ausarbeitung chemischer Verfahren ist ein komplexer Arbeitsprozess. Mit der Entdeckung eines neuen chemischen Synthesewegs und der meist zugehörigen Katalysatoren ist die erste Hürde zu einem neuen Verfahren genommen. Bis zur technischen Realisierung sind aber noch zahlreiche Fragen zu klären und Probleme zu lösen, bis alle für die Planung einer chemischen Produktionsanlage und deren Betrieb erforderlichen Unterlagen zusammengestellt sind. Wie gelangt man nun zu diesen Planungsunterlagen? Das klassische Vorgehen erfolgt in drei Etappen: 1. Ausgehend von der zumeist diskontinuierlichen optimierten Laborsynthese wird ein erstes Verfahrenskonzept ausgearbeitet und die Einzelschritte des Verfahrens unabhängig voneinander im Labor überprüft und simuliert. 2. Anschließend wird eine kontinuierliche Laboranlage geplant, aufgebaut, betrieben und mathematisch simuliert, die sog. Miniplant („Kleinanlage“). Dies ist eine kleine, vollständige Anlage mit Produktionsmengen um 100g/h bestehend aus Eduktvorbereitung, Syntheseteil, Aufarbeitung und allen Rückführungen. 3. Nach der Bestätigung des Verfahrenskonzepts in der Miniplant durch Experiment und Simulation bestehen die nächsten Schritte in der Planung und im Aufbau einer Versuchsanlage mit deutlich höherer Kapazität. Der Maßstab dieser Pilotanlage liegt zwischen dem der Miniplant und dem der späteren technischen Anlage. Die Produktionsmengen von einigen Kilogramm pro Stunde erlauben hier z.B. die Durchführung anwendungstechnischer Tests oder Kundenbelieferung im größeren Maßstab. Der Betrieb der Anlage dient zur Komplettierung und Absicherung bereits ermittelter Daten und Unterlagen. Der Scale-up-Faktor von einer Entwicklungsstufe zur nächsten ist immer nach dem Liebig’schen Prinzip des Minimums begrenzt: „Der Verfahrensschritt oder Apparat mit der geringsten Vergrößerungsmöglichkeit (Scale-up) bestimmt die maximale Kapazität der nächstgrößeren Anlage mit kalkulierbarem Betriebsverhalten.“ Hier nun liegt die Chance des Verfahrensentwicklers, Zeit und Geld zu sparen. Gelingt es nämlich, gesicherte Unterlagen für die Planung einer Produktionsanlage direkt über die extreme Maßstabsvergrößerung von vier Zehnerpotenzen (100g/h·104= 1t/h) zusammenzustellen, so entfallen die Kosten der Pilotanlage sowie drei bis vier Jahre Entwicklungszeit. Dies stellt einen gewichtigen Vorteil bei der Wirtschaftlichkeit und am Markt dar. Daher ist man heute bestrebt, direkt von der Miniplant auf den Produktionsmaßstab zu übertragen. Am Ende der Verfahrensentwicklung sollten alle Planungsunterlagen in Form einer sog. Projektstudie vom Chemiker an den Ingenieur übergeben werden. Die Geschichte der rationalen Planung von Chemieanlagen ist erst gut 100 Jahre alt. Carl Duisberg (1861–1935) plante im Jahr 1898 erstmals den Bau einer gesamten neuen chemischen Fabrikanlage am Reißbrett. Vorher baute man das, was man jeweils gerade brauchte, sodass chemische Fabriken nach kurzer Zeit einen chaotischen Anblick boten. Heute besteht eine neue Anlage lange bevor ein Grundstück erschlossen, Beton gegossen oder Stahl angeliefert wird, nur als digitales Abbild (Avatar). Chemische Produktionsanlagen unterliegen einer Vielzahl von behördlichen Auflagen und Vorschriften. Zur Planung und Errichtung solcher Anlagen wird in einzelnen Schritten mit definierten Teilzielen die Planung verfeinert, wobei vor allem in der frühen Planungsphase durch intensive Diskussion im Team, kreative Ideen u.a. die Investitionskosten gesenkt werden können. Die beiden Hauptziele sind hierbei: // Erreichen einer hohen Investitionssicherheit // Minimierung des technischen Risikos. Die Projektabwicklung (vom Abschluss der Verfahrensentwicklung in der Forschung bis zur Inbetriebnahme der Großanlage) verläuft in drei Phasen: Phase I Das Ziel dieser Projektphase, der sog. Planungsphase (konzeptionelle Phase, Basic-Design, Preproject) ist es, bei vertretbarem Aufwand zu analysieren, ob es aus unternehmenspolitischer Sicht wirtschaftlich ist, das in der Projektstudie aufgeführte Verfahren anlagentechnisch zu realisieren. Am Ende steht hier die sog. Machbarkeitsstudie oder Feasibility Study. Der Schwerpunkt der Arbeiten liegt hier auf der Bewertung des Verfahrens und seiner Wirtschaftlichkeit, der Bewertung von Alternativen sowie der Vorklärung der behördlichen Genehmigungssituation. Phase II In dieser Phase, der sog. Ausarbeitungsphase (Genehmigungsphase, Basic Engineering), die sich von der Freigabe zur Ausarbeitung bis zur Genehmigung erstreckt, sind detailliert aufgeschlüsselte Projektunterlagen wie z.B. RI-Fließbilder, Funktionspläne u.a. zu erstellen. Phase III Nach der Genehmigung durch die Entscheidungsträger stehen die Gelder zur Realisierung des Projekts zu Verfügung, es beginnt die sog. Durchführungsphase (detail engineering). Jetzt werden die definierten Ausführungspläne und Unterlagen erstellt. Ab diesem Zeitpunkt steht das gesamte Projektteam unter enormen Zeitdruck. Jede Verzögerung bewirkt eine Verschiebung des Anfahrtermins, mit der Folge, dass das investierte Kapital keine Rendite erwirtschaften kann. Oberstes Ziel ist es daher, die Anlage möglichst bald in Betrieb zu nehmen. Der ständig härter werdende internationale Wettbewerb zwingt die chemische Industrie immer neue Methoden zur Verfahrensverbesserung zu entwickeln und einzusetzen. Neben den wirtschaftlichen Aspekten wie höhere Reaktionsausbeuten, verbesserten Katalysatoren u.a. spielen Faktoren wie Sicherheit, Nachhaltigkeit, Ressourcenschonung und Umweltverträglichkeit eine wichtige Rolle. Einen Beitrag dazu kann die Verfahrensentwicklung leisten, indem ihr Ablauf so gestaltet wird, dass daraus Wettbewerbsvorteile entstehen, d.h. ein Verfahren muss schnell und preiswert entwickelt werden. Trends, die diesem Ziel dienen, sind z.B. die Bildung von interdisziplinären Arbeitsteams und die temporäre Integration von Fachleuten über Länder- und Zeitgrenzen hinweg sowie die Nutzung der Synergie zwischen integrierter Miniplant und mathematischer Simulation. Foto: Vogel |
C&M 3 / 2012
Das komplette Heft zum kostenlosen Download finden Sie hier: zum Download Der Autor:Weitere Artikel online lesen

NewsAhlborn GmbH: Hochgenaue Temperaturmessung mit digitalen Fühlern
© Ahlborn Mess- und Regelungstechnik GmbH |
Suche:







