|
Mit biologischer Abwasserbehandlung Energie gewinnen, Ressourcen schonen und Betriebskosten senken
Mit biologischer Abwasserbehandlung Energie gewinnen, Ressourcen schonen und Betriebskosten senken
Die Senkung des Energieverbrauchs sowie Optimierung von Betriebskosten ist für viele Unternehmen ein wichtiges Thema. Unter bestimmten Voraussetzungen lassen sich diese Ziele in ein intelligentes Abwasserbehandlungskonzept integrieren: Durch Energierückgewinnung, Wasserrecycling und <sub>2</sub>Entsorgungskostenminimierung können Betriebskosten optimiert und die Emission von CO2 verringert werden. Das im Folgenden vorgestellte Beispiel aus der Milch verarbeitenden Industrie kombiniert die industrielle Abwasserreinigung
mit den genannten Aspekten.
Die Ausgangssituation

Die schwedischen Molkerei Norrmejerier mit ihrem Hauptsitz in Umeå musste täglich mit großen Mengen an Molke umgehen, die während der Produktion entstehen: Etwa 90% der zur Käseherstellung eingesetzten Milch werden zu dem hochenergetischen Nebenprodukt Molke. Die kostenintensive Molkeentsorgung konnte durch die Vermarktung als Molkedrink und Viehfutter für Nutztiere abgemildert werden. Die anfallenden Mengen waren jedoch so groß, dass die Vermarktungswege alleine nicht ausreichten.
Die Lösung – eine nachhaltige Technologie
Seit dem Jahr 2006 ist dort ein unter ökonomischen und ökologischen Gesichtspunkten erfolgreiches anaerobes Abwasserbehandlungs- und Energierückgewinnungskonzept im Einsatz. Gleichzeitig konnten die Entsorgungskosten gesenkt werden.
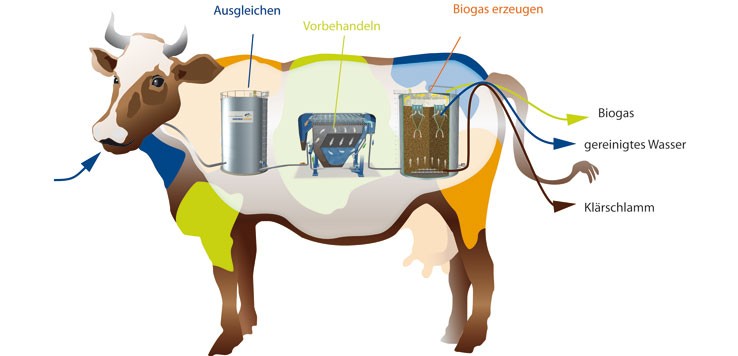
Abb.2 Der Verdauungsprozess einer Kuh dient als Anregung für die Energiegewinnung aus Abwasser
Nach der Abtrennung von wertvollen Proteinen aus der Molke wird die restliche organische Fracht in der Molke und dem Molkepermeat zusammen mit anderen Betriebsabwässern mittels anaerober Abwasserbehandlung in energiereiches Biogas umgewandelt. In dem ganzheitlichen Energiekonzept wird zusätzlich ein Teil der im Abwasser gespeicherten Wärmeenergie über Wärmetauscher und Wärmepumpe zurückgewonnen.
Zusätzliche Wärmerückgewinnung
Die anaerobe Abwasserbehandlung bei der Molkerei Norrmejerier in Umeå erfolgt mit dem biologischen Biomar AWR-Verfahren der EnviroChemie. Pro Tag fallen bei der Molkerei bis zu 250m³ Molke bzw. Molkepermeat an, die der Abwasserbehandlung zugeführt werden. Die tägliche CSB-Fracht beträgt bis zu 20t CSB/Tag.
Die Biogaserzeugung erfolgt in zwei Biogasreaktoren mit einem Gesamtvolumen von 5.000m³. Das von Feststoffen befreite und in einem Misch- und Ausgleichsbehälter hydrolysierte Abwasser wird den Biogasreaktoren zugeführt. Bei einer Temperatur von ca. 35°C erfolgen im Kontaktschlammverfahren der anaerobe Abbau und die Biogasproduktion. Nach Abtrennung der Biomasse wird aus dem ca. 35°C warmen gereinigten Abwasser ein Teil der Wärmeenergie mittels Wärmetauscher und Wärmepumpe zurückgewonnen, bevor das gereinigte Abwasser mit ca. 13°C in das Kanalnetz eingeleitet wird. Die mittels Wärmetauscher und Wärmepumpe zurück- gewonnene Energie wird genutzt, um das dem Bioreaktor zufließende Abwasser auf 35°C aufzuheizen. Pro Tag werden mittlerweile bis zu 10.00m³ Biogas mit einem Methangehalt von 65 bis 70% erzeugt. Die Energie aus dem gewonnenen Biogas wird zur Dampferzeugung genutzt.
Im Jahr 2012 erfolgte eine Anpassung der Kapazität der Abwasserbehandlungsanlage. Außerdem wurde die Anlage um eine Reinigungsstufe erweitert, die mehr als 90% der Phosphate aus dem Abwasser entfernt werden.
Nachhaltige Stärken
Das vorgestellte Projekt ist für die Großmolkerei ein ökonomischer und ökologischer Erfolg. Die verfahrenstechnisch intelligente Kombination aus biologischer Abwasserbehandlung, Biogas-/Energierückgewinnung und Molkeentsorgung verschafft der Molkerei einen klaren wirtschaftlichen Nutzen und eine deutlich gesteigerte Energieeffizienz. Abwasser und Abfallstoffe werden mit dem beschriebenen Verfahren zu Wertstoffen, aus denen Biogas gewonnen wird, das zur Dampferzeugung verwendet wird. Im Jahr 2009 wurden mehr als 2.000.000m³ Biogas erzeugt und damit über 1.200.000l Heizöl eingespart. Insbesondere durch den hohen Biogasertrag amortisierten sich die Investitionskosten des von der EU geförderten Projekts früher als erwartet.
Foto: © panthermedia | videodoctor
Stichwörter:
Ressourcen, Betriebskosten, Senkung des Energieverbrauchs, Energiegewinnung, Wasserrecycling, Entsorgungskostenminimierung, Molke, Nachhaltige Technologie, anaerobes Abwasserbehandlungskonzept, Energierückgewinnungskonzept, Molkepermeat, Wärmerückgewinnung, AWR-Verfahren, EnviroChemie, Biogaserzeugung, hydrolysiert, Abwasserbehandlungsanlage,
|